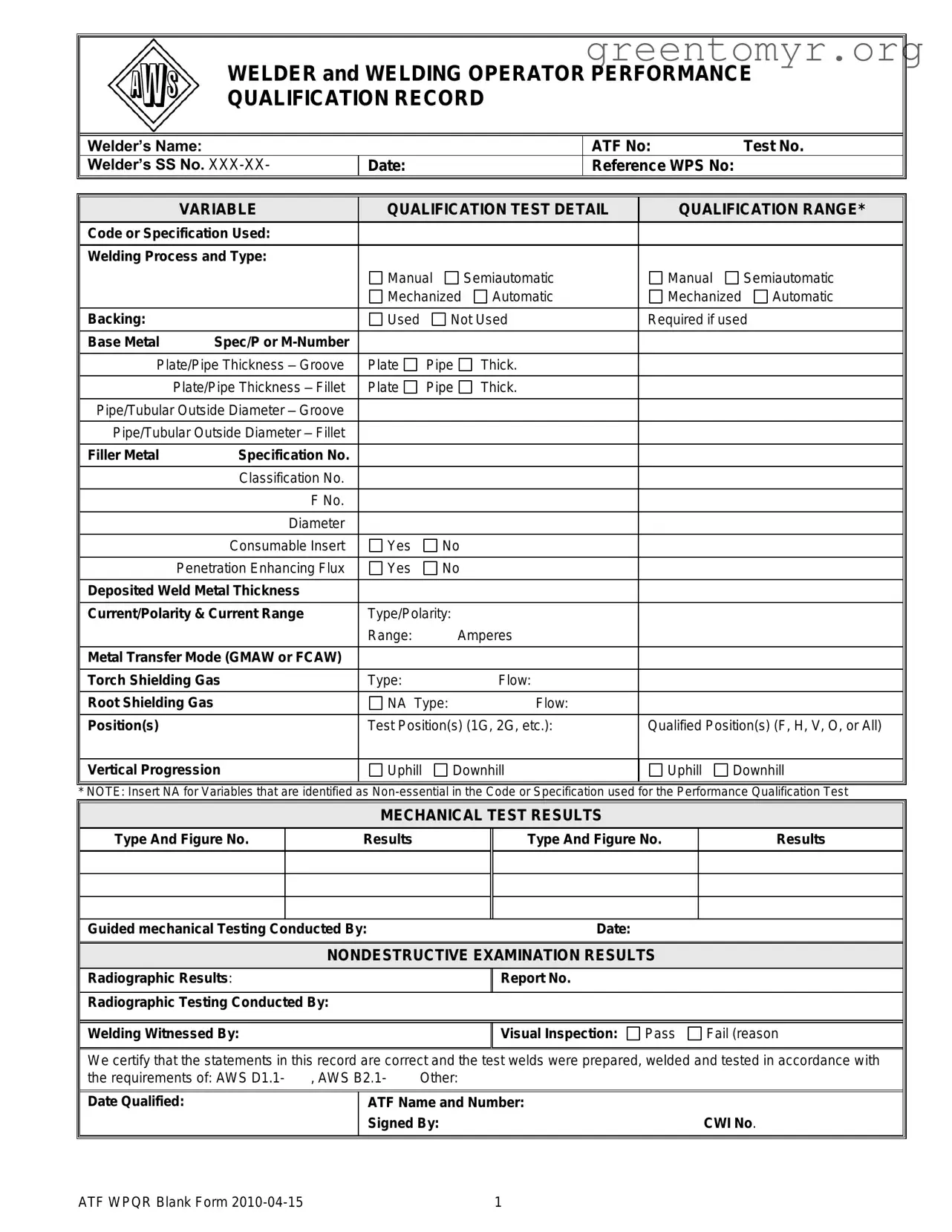
The Welder Performance Qualification Record (WPQR) form serves as a crucial document in the welding industry, ensuring that welders meet the necessary standards for their craft. This form captures essential information about the welder, including their name, identification numbers, and the specific test they undertook. It details the variables associated with the qualification tests, such as the welding processes used—ranging from manual to automatic—as well as the types of materials involved, including base metal specifications and thicknesses. The form also outlines critical parameters like filler metal specifications, current ranges, and shielding gas types, which are vital for assessing a welder's capabilities. Additionally, the WPQR includes results from mechanical tests and non-destructive examinations, providing a comprehensive overview of the welder’s performance. By documenting these aspects, the WPQR not only verifies the welder's skills but also ensures compliance with industry standards, such as those set by AWS. Ultimately, this form plays a pivotal role in maintaining quality and safety in welding practices.
WELDER and WELDING OPERATOR PERFORMANCE
QUALIFICATION RECORD
|
Welder’s Name: |
|
|
|
|
ATF No: |
|
Test No. |
||||||
|
Welder’s SS No. |
|
Date: |
|
|
Reference WPS No: |
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|||||
|
|
VARIABLE |
|
|
QUALIFICATION TEST DETAIL |
|
|
QUALIFICATION RANGE* |
|
|||||
|
Code or Specification Used: |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Welding Process and Type: |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
Manual |
Semiautomatic |
|
|
Manual |
|
Semiautomatic |
|||
|
|
|
|
|
Mechanized |
Automatic |
|
|
Mechanized |
Automatic |
||||
|
|
|
|
|
|
|
|
|
|
|||||
|
Backing: |
|
|
|
Used |
Not Used |
|
|
Required if used |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Base Metal |
Spec/P or |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Plate/Pipe Thickness – Groove |
|
Plate |
Pipe |
Thick. |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
Plate/Pipe Thickness – Fillet |
|
Plate |
Pipe |
Thick. |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Pipe/Tubular Outside Diameter – Groove |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Pipe/Tubular Outside Diameter – Fillet |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Filler Metal |
Specification No. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Classification No. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
F No. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Diameter |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Consumable Insert |
|
Yes |
No |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Penetration Enhancing Flux |
|
Yes |
No |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Deposited Weld Metal Thickness |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Current/Polarity & Current Range |
|
Type/Polarity: |
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
Range: |
Amperes |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Metal Transfer Mode (GMAW or FCAW) |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Torch Shielding Gas |
|
Type: |
|
Flow: |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
||||
|
Root Shielding Gas |
|
NA Type: |
Flow: |
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
||||||
|
Position(s) |
|
|
|
Test Position(s) (1G, 2G, etc.): |
|
|
Qualified Position(s) (F, H, V, O, or All) |
||||||
|
|
|
|
|
|
|
|
|
||||||
|
Vertical Progression |
|
Uphill |
Downhill |
|
|
Uphill |
Downhill |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
* NOTE: Insert NA for Variables that are identified as
|
|
|
|
MECHANICAL TEST RESULTS |
|
|
||
|
Type And Figure No. |
|
|
Results |
|
Type And Figure No. |
Results |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Guided mechanical Testing Conducted By: |
|
Date: |
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
NONDESTRUCTIVE EXAMINATION RESULTS |
|
|
|||
|
Radiographic Results: |
|
|
|
Report No. |
|
|
|
|
|
|
|
|
|
|
||
|
Radiographic Testing Conducted By: |
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Welding Witnessed By: |
|
|
|
Visual Inspection: Pass |
Fail (reason |
) |
|
|
|
|
|
|||||
|
We certify that the statements in this record are correct and the test welds were prepared, welded and tested in accordance with |
|||||||
|
the requirements of: AWS D1.1- |
, AWS B2.1- |
Other: |
|
|
|||
|
|
|
|
|
|
|||
|
Date Qualified: |
|
ATF Name and Number: |
|
|
|||
|
|
|
|
Signed By: |
CWI No. |
|
||
|
|
|
|
|
|
|
||
ATF WPQR Blank Form |
|
|
1 |
|
|
|||
| Fact Name | Description |
|---|---|
| Purpose | The Welder Performance Qualification Record form verifies a welder's skills and qualifications for specific welding tasks. |
| Key Components | This form includes details like the welder's name, test number, welding process, and results from mechanical and non-destructive examinations. |
| Governing Laws | In many states, the qualifications are governed by standards such as AWS D1.1 or AWS B2.1, ensuring consistency and safety in welding practices. |
| Validity | The form must be completed accurately and signed by a certified welding inspector (CWI) to be considered valid. |
Completing the Welder Performance Qualification Record form is essential for documenting a welder's qualifications and ensuring compliance with industry standards. Following the steps below will help ensure that all necessary information is accurately captured.
The Welder Performance Qualification Record (WPQR) is a document that verifies a welder's ability to perform specific welding tasks according to industry standards. It outlines the qualifications of a welder based on tests and inspections, ensuring that they can produce welds that meet the necessary quality and safety requirements.
Any welder who is required to demonstrate their skills for a specific welding process or project needs a WPQR. This includes welders working in industries such as construction, manufacturing, and pipeline work, where adherence to safety and quality standards is critical.
The WPQR includes several key pieces of information, such as:
The WPQR is validated through a series of tests, which may include:
The test positions, such as 1G, 2G, or F, indicate the orientation in which the welder is qualified to work. Each position presents different challenges, and qualification in multiple positions demonstrates a welder's versatility and skill.
A pass indicates that the weld meets the required standards for appearance and quality, while a fail means there are defects or issues that need to be addressed. The reason for failure should be documented to guide corrective actions.
The validity of a WPQR can vary based on the governing code or specification. Generally, it remains valid as long as the welder continues to work in the qualified processes and positions without significant gaps in their welding experience.
If a WPQR expires, the welder must undergo requalification. This process typically involves retaking the necessary tests to demonstrate their skills and ensure they still meet the required standards.
Yes, a WPQR can generally be transferred between employers, provided that the new employer recognizes the qualifications and the welder has not experienced a significant break in welding practice. However, it's important to verify with the new employer regarding their specific requirements.
Completing the Welder Performance Qualification Record form requires attention to detail. One common mistake is leaving the Welder’s Name field blank. This information is essential for identifying the individual who completed the qualification. Without it, the record lacks validity.
Another frequent error involves incorrect or incomplete entries in the Test No. and ATF No. sections. These numbers help track the qualifications and ensure compliance with regulatory standards. Omitting or misreporting these can lead to complications during audits.
Many individuals fail to provide accurate details about the Welding Process and Type. This section specifies whether the process was manual, semiautomatic, or automatic. Misclassification can result in the qualification being deemed invalid.
In the Base Metal Spec/P or M-Number section, people often neglect to include the correct specifications. This information is crucial for ensuring that the welding meets industry standards. An incorrect specification can affect the integrity of the weld.
When filling out the Filler Metal Specification No. and Classification No., some individuals mistakenly provide outdated or incorrect data. This can lead to significant issues, especially if the materials used do not match the recorded specifications.
Another area where mistakes frequently occur is in the Deposited Weld Metal Thickness section. Failing to accurately report this measurement can result in the weld not meeting strength requirements, potentially compromising safety.
Many people overlook the importance of specifying the Current/Polarity & Current Range. This detail is vital for understanding the conditions under which the welding was performed. Incomplete information here may lead to misunderstandings about the weld's properties.
In the Non-destructive Examination Results section, individuals sometimes fail to include the Radiographic Results report number. This omission can hinder the verification process and may raise questions about the weld's quality.
Additionally, some may forget to have the form signed by a qualified individual. The Signed By section is critical for validating the qualifications and ensuring that the welding was conducted under proper supervision.
Lastly, neglecting to certify the accuracy of the statements on the record can lead to serious consequences. This certification not only confirms the information but also holds the responsible parties accountable for the accuracy of the data provided.
The Welder Performance Qualification Record (WPQR) form is a crucial document in the welding industry, serving to verify a welder's skills and qualifications. Several other forms and documents complement the WPQR, each playing a vital role in the qualification process. Below is a list of these related documents, along with a brief description of each.
Each of these documents plays a significant role in ensuring that welders are qualified and that the welding work performed meets the necessary standards for safety and quality. Together, they create a comprehensive framework for evaluating and certifying welding skills.
When filling out the Welder Performance Qualification Record form, attention to detail is crucial. Here are five things to keep in mind:
Completing this form accurately not only reflects professionalism but also ensures that the welder's qualifications are recognized and valid. Each step taken in filling out the record contributes to a clear understanding of the welder's capabilities.
Misconceptions about the Welder Performance Qualification Record (WPQR) can lead to confusion and misinterpretation of its purpose and use. Below are five common misconceptions, along with clarifications to help understand the true nature of this important document.
Understanding these misconceptions can help ensure that the WPQR is used effectively and that welders maintain their qualifications appropriately. Proper documentation and awareness of the WPQR's significance are vital for both the welder and the employer.
Filling out and utilizing the Welder Performance Qualification Record (WPQR) form is essential for ensuring that welders meet industry standards. Here are key takeaways to consider:
By following these guidelines, the WPQR can effectively demonstrate a welder's capabilities and adherence to industry standards.